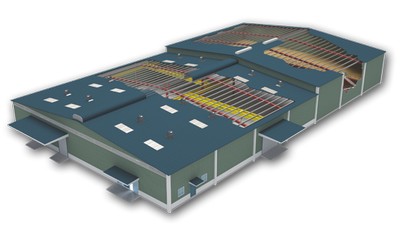
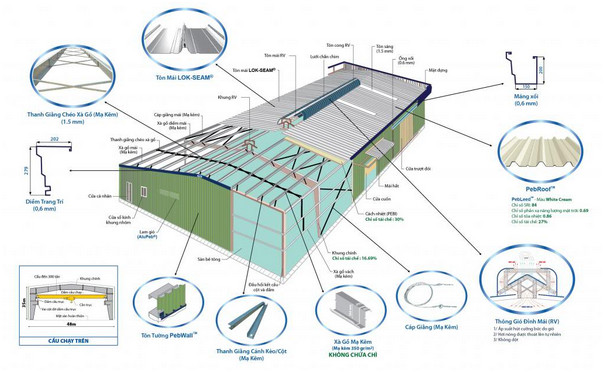
Sản xuất nhà thép tiền chế trong nhà xưởng là một quá trình gồm nhiều công đoạn nối tiếp nhau, chất lượng của sản phẩm phụ thuộc vào việc kiểm soát chất lượng của từng giai đoạn gia công.
Tại nhà máy của VSTEEL, chúng tôi căn cứ vào tiêu chuẩn tiêu chuẩn “Kết cấu thép - Gia công, lắp ráp, nghiệm thu – Yêu cầu kỹ thuật ” TCVN 170:2007, từ đó tạo một bộ quy chuẩn riêng để nghiệm thu từng giai đoạn sản xuất, bộ quy chuẩn này đáp ứng được các yêu cầu của tiêu chuẩn Việt Nam cũng như các tiêu chuẩn nước ngoài, từ đó tạo ra các sản phẩm với chất lượng tốt nhất.
Quy trình sản xuất kết cấu thép
Tại nhà máy của Vsteel, quy trình sản xuất kết cấu thép được thực hiện theo quy trình:
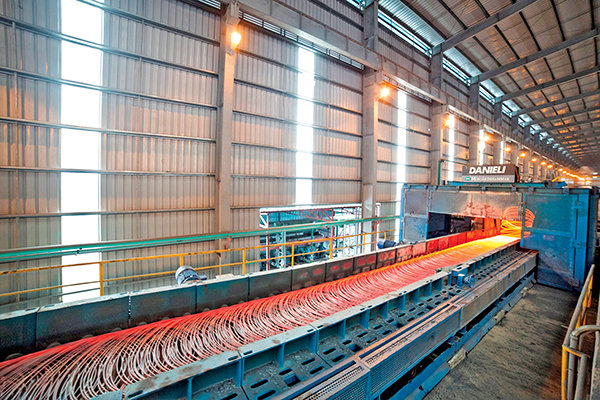
- Cắt phôi thép
- Gá cấu kiện
- Hàn tự động
- Nắn thẳng cấu kiện
- Hàn bản mã, sườn gia cường, khoan lỗ
- Phun bi/ phun cát và vệ sinh bề mặt cấu kiện
- Sơn hoàn thiện
Xem thêm: Giải pháp nhà khung thép tiền chế
Chất lượng đường hàn
Tiêu chuẩn kỹ thuật hàn
- Chọn chế độ hàn cao cho bảo đẩm hàn ngấu: hệ số ngấu jn = b / h phải không nhỏ hơn 1,3 đối với mối hàn góc và không nhỏ hơn 1,5 đối với mối hàn đối đầu.
- Khi hàn kết cấu làm bằng thép dày trên 20 mm phải dùng các phương pháp để giảm bớt nhiệt của mối hàn để hạn chế cong vênh do nhiệt, giảm tốc độ nguội ví dụ hàn bậc thang, hàn từ giữa đường hàn ra hai phía.
- Ngoài ra, kỹ sư cần chú đến việc chuẩn bị mặt hàn như làm sạch, tẩy hết xỉ và những chỗ cháy khuyết, v.v.
Các phương pháp kiểm tra đo đạc mối hàn
- Kiểm tra bằng mắt thường: gồm việc xem xét chất lượng bên ngoài, đường hàn có đủ kích thước trong phạm vi, chiều cao đường hàn có đúng yêu cầu của bản vẽ kỹ thuật? Kích thước của mối hàn theo quy định của thiết kế nhưng không được vượt quá giá trị lớn nhất và dung sai cho trong TCVN 1691-75; mối hàn không bị nứt, rỗ; Các chỗ lõm trên tiết diện phải được hàn đầy.
- Kiểm tra bằng bột từ hoặc bằng chất lỏng thấm như dùng dầu hoả tẩm lên mặt mối hàn và nước phấn để phát hiện vết dầu loang; dùng nước xà phòng bơm bằng khí nén một phía và phát hiện bọt khí xà phòng ở phía kia.
- Kiểm tra không phá hoại: gồm một loạt các phương pháp vật lí như kiểm tra bằng siêu âm, kiểm tra bằng tia X, kiểm tra macro đường hàn để phát hiện được các chỗ không liên tục bên trong kim loại hàn. Các phương pháp này thường được thực hiện bởi các phòng Las chuyên ngành, theo sự đặt hàng của khách hàng.
- Những mối hàn bị lỗi khi thi công phải tẩy bỏ bằng máy cắt, mài hoặc thổi bằng ôxy, không được xâm phạm vào thép cơ bản. Làm sạch bề mặt trước khi hàn lại. Sau khi sửa chữa xong, lại phải thực hiện lại việc kiểm tra với cùng kĩ thuật và tiêu chí.
- Kiểm tra kết cấu hàn. Khi hàn xong cấu kiện, luôn luôn có biến hình hàn làm cấu kiện bị cong vênh. Việc đầu tiên là dùng mắt thường kiểm tra độ cong vênh của kết cấu và phải nắn sửa lại cho thẳng.
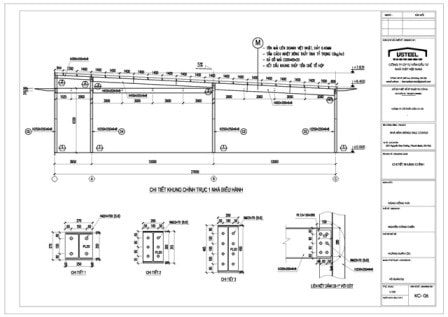
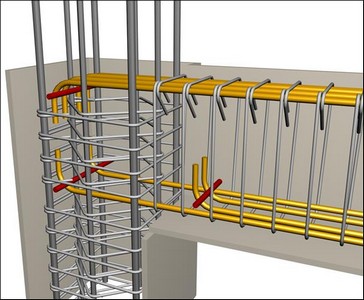
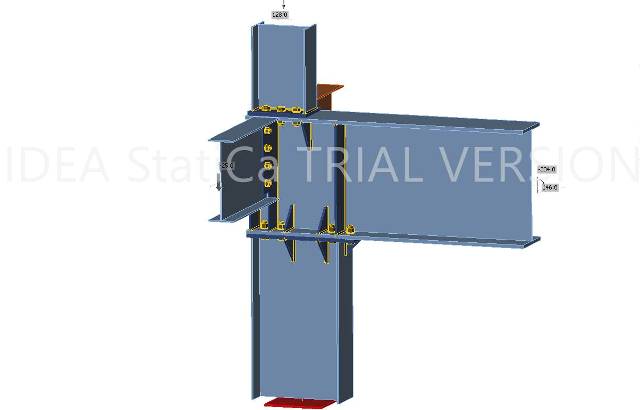
Khoảng cách giữa các tim lỗ và các mã liên kết
Khoảng cách các tim lỗ được tiêu chuẩn quy định rõ, phụ thuộc vào phương pháp gia công:
- Khi thi công kết cấu thép đơn chiếc và được tổ hợp theo đường kẻ đã vạch
- Khi khoan theo dưỡng khoan
TCVN 170:2007 quy định:
- Chiều dài cấu kiện có thể sai số : theo TCXD 1mm đến 5 mm tuỳ theo chiều dài cấu kiện và phương pháp gia công;
- Độ thẳng của thanh thép hình là 0,001 L nhưng không quá 10 mm
- Sai lệch vị trí giữa các lỗ với nhau là 1,5 mm
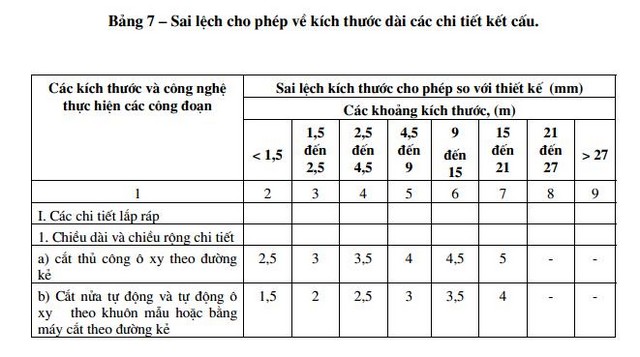
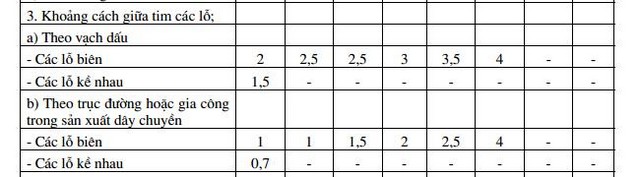
Bảng 7: Sai lệch cho phép về kích thước và chiều dài theo TCVN 170:2007
Với gia đoạn hoàn thiện chúng tôi tham khảo các tiêu chuẩn như TCVN 9377-1:2012. Công tác hoàn thiện trong xây dựng – Thi công và nghiệm thu.
Quá trình gia công cấu kiện trong nhà xưởng càng chính xác giúp quá trình thi công lắp dựng đảm bảo chất lượng cũng như tiến độ. Để tìm hiểu về quá trình gia công kết cấu thép trong nhà xưởng, các bạn tham khảo thêm bài:
Kết cấu thép VSTEEL